

More news
- Focus on industrial: Powering the energy industry during extreme heat
- Focus on powder coatings: The coatings industry’s transition to PFAS/PTFE-free solut...
- “We see sustainability as a purpose, as a reason for doing business” – P...
- Focus on industrial: High-performance coating protects tanks at biopolymer production plan...
- Focus on powder coatings: Novel high-speed crosslinking technology

Artur Palasz, Ph.D., Spektrochem, discusses the proper use of raw materials in formulations and how to avoid errors when scaling a formulation from lab to production scale, while ensuring maximum efficiency of time and energy
Today’s reality of latex paint formulations requires the supply to the R&D department (a paint manufacturer both in a large and a small company producing various latex paints) of technical materials showing the advantage of raw materials offered by a given supplier over the competition, as well as education of R&D employees in the use of specific raw materials in formulations through the so-called application studies, constituting case studies showing how a given raw material works in guideline formulations. Providing such tools is not only a competitive advantage of raw material suppliers, but also the ease of using the raw material in tests in specific projects, thanks to e.g. comparisons of effectiveness in various PVC ranges, performance with competitive additives, etc.
The consequence of this is the appropriate transfer to full-scale production, which must be relatively easy and made with all paint parameters set at the R&D stage. Translating a laboratory scale to a production scale is usually not extremely difficult, however, in this article we will focus on those raw material yields that, properly selected at the R&D stage, will later allow for the effective use of their full-scale potential and the production of high-quality latex paints.
Starting formulations and application studies
Everyone in the paint industry knows that starting point formulations are standard support for launching raw materials on the market. However, today they are required to do a bit more than just be a list of ingredients from which the paint should be made. Today, market expectations and the competitiveness of raw material suppliers mean that, together with starting point formulations, application studies should also be provided showing how the raw material works in a given formulation and how the process of its adaptation to the formulation to be developed by the paint manufacturer should be conducted.
READ MORE:
Flash rust inhibitors in waterborne paints for architectural and wood applications
Paint companies adapt to tightening environmental legislation
Application studies are a kind of guide which, for the formulator, is to be a signpost on how to use a given raw material so that its efficiency is maximally used, and how to later translate it into full-scale production. In this article, I will focus on two raw materials that are very much related to the transfer from lab to full scale and, contrary to the first glance, extremely related to each other, namely dispersants and defoamers.
Dispersing agents
In the starting point formulations, the quantities of raw materials are already defined. If we assume that they have been determined by laboratory tests, then how much is due to something. In the case of dispersants, this amount should result, firstly, from mill-base viscosity reduction, and secondly, from the effect of a specific dose selected by effective mill-base viscosity reduction on some other parameters, e.g. scrub resistance. Yes, a dispersant additive can (and usually does) affect the scrub resistance results. It can also affect the colour acceptance, storage stability or water sensitivity of the coating, however, in my article, let’s focus on scrub resistance as a key performance property.
In the starting point formulations, the defined dose of dispersant will be difficult to interpret without application studies showing how the dispersant performed at other doses. Such ladder studies provide an enormous amount of data and show not only the amount used to build a standard formulation, but where that dose was taken from.
Below are examples of such application studies with their short characteristics for dispersing agent. The tested dispersant was characterised by laboratory tests in a slurry formulation, which was then used to prepare latex paints.
The first characteristic of the dispersant was its effectiveness, defined as mill-base viscosity, i.e. the ability to lower the mill-base viscosity during grinding in the cowles dissolver. The slurry was composed of calcium carbonate and titanium dioxide (solid content 80% by weight) and the viscosity was tested after grinding with dispersant dosing in doses of 0.25%, 0.50%, 0.75%, 1.0% and 1.25% by weight calculated on active substances per solid content in the slurry. In general, we recommend expressing the amount of dispersant in this way, calculating in terms of active substances (active solids) and total pigments and fillers in the formulation. Of course, later in the final formulation, the amount is expressed in the dose of dispersant as supplied for the entire formulation, but it should be remembered that its amount is related to the above.
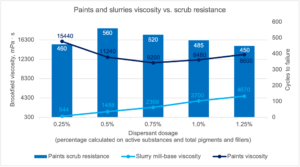
Figure 1. Summary of results of mill-base viscosity tests and the effect on paint viscosity and scrubbability depending on the dose of dispersant
The results of the viscosity measurements (ASTM D2196 method A by Brookfield viscometer, measurement directly from the metal Griffin beaker in which the slurry was prepared, immediately after its preparation) are shown in Figure 1. Each slurry was then combined with the acrylic polymer dispersion and other ingredients to form a PVC 37% acrylic paint formulation. For the prepared paints, after their stabilisation, viscosity measurements were also made as above, and their values are also shown in Figure 1. Finally, each of the prepared paints were applied to scrub panels and, after 7 days of conditioning at 23°C and 50% RH, were subjected to scrubbability tests according to ASTM D2486. Test results are also shown in Figure 1.
The discussed example of the application study provides the formulator with knowledge on the effectiveness of mill-base viscosity reduction, of course, together with the formulation in which it was used, as well as how the dispersant content affects the change in paint viscosity, which is the result of its impact on the thickeners and binder used in starting point formulations. The presented graph shows that the effectiveness of mill-base viscosity reduction increases practically linearly with the reduction of the dispersant dosing, which in turn is the opposite to the viscosity of the paint with its participation. In terms of scrubbability results, it can be seen that the sample with 0.5% of dispersant actives has the best result, which also correlates with the optimal viscosity of both slurry and paint.

Figure 2. Measurement of viscosity of prepared slurry (mill-base)
Figure 1 also shows the viscosity dependencies of the paints, which, as can be seen, behave non-linearly. From these relationships, conclusions can be drawn regarding the effect of the dispersant and its dose on changes in paint viscosity, and thus, the effect on the rheological additive, which was used in the same amount in each of the prepared paints.
After providing such a recommendation, the formulator receives clear information that for the standard calcium carbonate/titanium dioxide system, 0.5% of active ingredients in terms of pigments and fillers is the optimal dose of the tested dispersant. Such data provided to the formulator and R&D department show that the lowest mill-base is at 0.25%, which is usually considered as a point of reference for dispersant selection. However, comparing the ladder doses with the scrub resistance test shows that the best results were obtained with the already relatively low mill-base viscosity, but with better scrub resistance for 0.5%. Mill-base viscosity will be a key parameter for the transition from lab-scale to full-scale production and the efficiency of the production process (energy consumption, grinding time, heat dissipation during grinding, etc.), which will be discussed later.
READ MORE:
Sustainable C5 corrosion protection for primer coatings
Sustainable ultraviolet and electron-beam technology for coil coatings
Defoamers
Properly prepared recommendations for defoamers, i.e. additives responsible for eliminating the problem of foaming during production, pouring paints into packaging, as well as applications, i.e. any operations that may cause foaming of surfactants present in the paint, are also extremely important. Defoamers used in water-based paints have a different chemical base, which determines their effectiveness. The most popular types are polymer, silicon and silicon-free defoamers (e.g. mineral-oil base). Depending on the chemical base, each of the defoamers requires a strictly defined method of introduction, and to ensure effective operation, it requires appropriate recommendations for the formulator in the form of:
- Point of addition (mill-base, let-down, post-addition)
- Duration of incorporation
- Shear forces needed for incorporation (e.g. to obtain proper droplet size of defoamer)
- Recommended dosage level
Improperly introduced defoamer may not only cause insufficient foam reduction, but also affect coating defects, e.g. poor substrate wetting, craters, etc. In general, the more effective the defoamer, the more difficult it is to introduce it into the system, which is especially true for silicone defoamers. They require application during high shear, mainly during the mill-base process, and the droplets they form must be sheared to the correct size. However, it is not so simple that high shear forces can be used for a long time of operation, because it can lead to a situation in which the defoamer will have over-emulsification, i.e. its drops will be too small and the defoaming efficiency will be too low. When the applied shear forces are too short and their duration is too short, poor-emulsification will lead to too large a droplet size, resulting in good defoaming, but poor substrate wetting and coating defects. The ideal defoamer emulsification can be determined on the basis of application studies, which are then delivered to the paint manufacturer and its R&D department, which will clearly indicate at what stage to add defoamer, what shear forces to apply, what time of incorporation, etc. Such recommendations in a very basic form are illustrated in Figure 3, which shows a general suggestion chart for the incorporation of defoamers.

Figure 3. A pictorial presentation of the usefulness of defoamers
Incorporation of raw materials
The raw materials used in the production of water-based paints are responsible for a number of properties, enabling the paint to be created in liquid form and then stored, applied, dried and used as a coating on the substrate. Each of the raw materials used in the formulation is responsible for something and must be properly introduced into the system. As you know, water-based paints are produced using mixing process, which only seemingly can be done anyhow and in any mixer. This mixing is divided into different stages in which the raw materials responsible for the incorporation of the powder components and also responsible for the further properties of the coating are introduced. It is common to see a one-step cowles dissolver ink production process, which can indeed be done with high PVC inks where the amount of dispersion binder added is low (usually PVC > 80%). In the case of paints with lower PVC, and especially in the case of high-quality paints, where there is a lot of binder, such a production process only in cowles dissolver is, firstly, incorrect due to the risk of damaging the raw materials (shock when adding the binder to the slurry, as well as the potential risk of dispersion coagulation polymer), as well as uneconomical.

Figure 4. Grinding and let-down station in the lab-scale for R&D works
Therefore, the correct production process of water-based paints is a two-stage process and consists in grinding pigments and fillers in a cowles dissolver to obtain slurry (mill-base), which is then combined in another process called let-down with ingredients that do not require grinding, e.g. binders, coalescing agents, thickeners, etc. The stage of adding individual components in the production process, both at the laboratory and full-scale stage, is determined at the level of raw material testing and assessment of its effectiveness when added at individual stages of the paint production process. This takes into account the stage at which a given raw material is needed, what is its difficulty in incorporating into the system, whether it foams during the process, whether it is sensitive to shear, whether it will not hinder the production process due to increasing viscosity, etc.
Grinding
The grinding process is the initial stage of production in which slurry is obtained for further combination with other ingredients. Slurry is a suspension of pigments (e.g. titanium dioxide) with fillers (e.g. calcium carbonate, talc, cristobalite) in water with auxiliary agents ensuring the possibility of obtaining a slurry, as well as allowing its storage for a certain period of time and use in the production of paints in the let-down process. The slurries of a given paint can be prepared immediately containing a mixture of fillers and pigments, however, a more convenient and correct way is to prepare slurries from individual pigments and fillers and then combine them in liquid form during let-down.
Slurry is composed in such a way that as a result of its production, grinding of agglomerated and aggregated particles of both pigments and fillers is obtained. Obtaining such fineness is possible through the appropriate selection of additives (wetting and dispersing agents), concentration of pigments and fillers in the slurry (the higher the grinding efficiency, e.g. for titanium dioxide above 73% by weight, for carbonate fillers with a d98 ~5µm more than 80% by weight) and to provide the energy needed to make the particles move and rub during the process. For the latter, serrated disc cowles dissolvers are used as standard for preparing slurries of typical fillers (calcium carbonate, talc, wollastonite, barium sulphate, cristobalite, nepheline syenite, kaolin, etc.), as well as many types of titanium dioxide. In some cases, even in the production of latex paints, it is necessary to additionally introduce bead-mill grinding, especially in some types of titanium dioxide whose surface treatment does not allow for sufficient grinding and use, e.g. in gloss paints.

Figure 5. Donut shape while grinding fillers in cowles-dissolver
READ MORE:
Binder transfer in paint and coatings
Multi-functional coating test instruments operate like “Swiss army knives”
The raw materials selected at this stage must ensure proper flow during the grinding process in the vessel, which is referred to as the donut shape (toroidal flow), which you can see in Figure 5. Dispersing additives must be selected in terms of the dose so as to effectively reduce the viscosity at the maximum possible filler or pigment loading. Thanks to this, grinding will occur effectively at a certain peripheral speed (usually from 5 to 15m/s), without excessive increase in mill-base temperature. At this stage, in-can biocides are often added, whose task is to protect the paint from the microbiological side already at the grinding stage, where the added dose can be supplemented later for further microbiological protection of the paint during storage. It is a mistake to add thickeners at this stage that increase the viscosity of the slurry, which of course helps in grinding, but consumes much more energy needed to set the mill-base in motion (donut shape), as well as increases the temperature during grinding. After the grinding process, appropriate rheological additives or anti-settling additives can be added to prevent delamination of the slurry during storage before further use in the let-down process, however remembering to keep the slurry fluid for possible easy pouring or pumping. Other raw materials may also be added at the grinding stage, e.g. neutralising amines or defoamers, however, their use at this stage must be supported by application studies justifying their use at the grinding stage. Many defoamers require introduction at the grinding stage and such recommendations allow for their proper use, as well as maximum use of their effectiveness. An effective grinding process should be completed within 10 to a maximum of 20 minutes.
Let-down
Let-down is the second stage in which the slurry is added to the polymer dispersion under a low-speed agitator. The prepared slurry usually has a density of 2.6 – 3.0g/cm3 and polymers with a density of 1.03g/cm3, poured slowly into the dispersion, cause self-mixing, which, additionally supported by the usually anchor-shaped stirrer, prevents shock between the surfactants in the slurry and polymer dispersion. In this process, other ingredients are added, e.g. coalescing agents, defoamers required at this stage if there is a risk of foaming (defoamers recommended for let-down are used at this stage), additional ingredients such as flash rust inhibitors, film protection biocides, fungicides, as well as thickeners and water for final viscosity adjustment. In the let-down process, all slurries containing individual fillers required by the formulation are added, as well as other ingredients that do not require introduction with high-shear forces. Equalisation in the let-down process with an anchor stirrer takes 15 to 30 minutes (Figure 6).

Figure 6. Pouring slurry into a container with a polymer dispersion
Transfer to R&D lab and full scale
The process of preparing water-based paints begins in the laboratory during the R&D work on determining the formulation. Later, when the formulation is tested and ready, the production process needs to be scaled up to production equipment. Using data provided by raw material producers to make it easy and trouble-free for lab-scale and then full-scale transfer must be based on laboratory tests indicating when a given raw material is to be added, at what speed, at what time, etc. Often the raw materials are linked together in the recipe (e.g. alkalising additive with an acrylic thickener), which also needs to be clearly defined and indicated as to the addition step. All these guidelines are in order to replicate the process on a scale of a few tons with the same effect as on one kilogram scale in the laboratory.
The transfer from lab-scale to full-scale is not usually as simple as it might seem, due to the drastic differences between lab-scale and full-scale production devices. Maintaining appropriate conditions, mixing speed, time of introduction, automation of the production process, as well as awareness of the use of well-developed technical materials for raw materials and formulations containing not only lists of raw materials is the key to effective transfer to any size of the production scale. It is particularly important to maintain a two-stage production consisting of grinding and let-down, which, when translated from lab-scale to full-scale, are much easier than a sample of paint produced as “a one-pot dish”.

Figure 7. Full-scale let-down station (photo courtesy of Oliver+Battle)
Summary
In short, knowledge and experience are the key to the proper use of raw materials in formulations, however, building it is necessary to avoid errors both in the selection of raw materials on a laboratory scale and on a production scale. Building knowledge based on research, starting point formulations and raw material application guides is easier if they contain extensive case studies showing how specific doses of raw materials work in ladder-dosing, and when you can see the results of tests of raw materials incorporated into the system on various stages to ensure maximum efficiency in terms of R&D time, production time, energy consumption during production and elimination of failures.
Author: Artur Palasz, Ph.D., SPEKTROCHEM – Technical Center of Raw Materials for Architectural Paints, Poland
e-mail: artur.palasz@spektrochem.pl



